Stone Exhaust employs state of the art 3D flow velocity measurement software and the technique of a one-piece mandrel bent pipe design. Using mechanical welding arms to accurately weld stops ash generating in the pipe wall which can cause vapor lock and poor exhaust efficiency. Stone Exhaust’s innovative manufacturing process of the catless downpipe prevents multiple welding positions and vapor lock whilst maximizing efficiency of the exhaust turbine.
Features
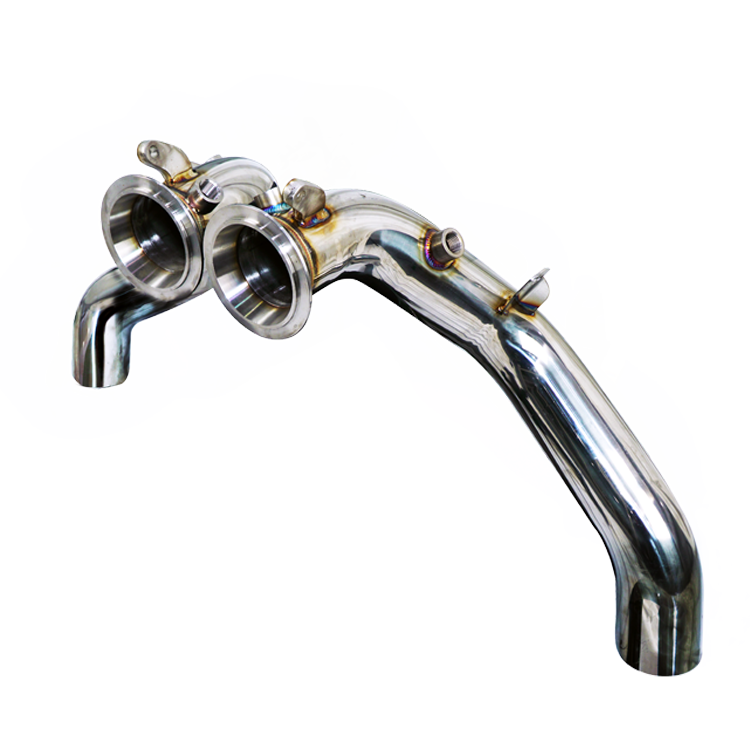
- Catless downpipe for M8 with S63M engine.
- Crisscross welding to strengthen turbo flange
- One Piece Design
- Machine Welding
- In House Research and Development
- 3D Scanning & Reverse Engineering
- 100% OEM Fitment
R&D and 3D Scanning
Stone Exhaust engineers use reverse engineering by 3D scanning OEM parts to understand their functionality and identify weaknesses. Data has been collected continuously in order to analyze factors such as pipe diameter, route and degrees of the bending angles of the BMW S63M M5 & M6.
During R&D, Stone Exhaust utilizes the 3D simulation software to stimulate the exhaust gas flow movement, thermal and pressure rise zone. Progressive improvements were continually made until the optimal performance was achieved.

7 Axis CNC Bending Machine
Stone Exhaust System are constructed utilizing a 7 axis CNC Bending Machine which is the ultimate machine for high levels of precision delivery, necessary for industries such as the aerospace and defense industries.
With the state-of-the-art bending machine, Stone Exhaust has achieved the industry’s standard to an impressive 98% roundness, whilst maintaining the wear of the outer bore at only 25% at 180°. Airflow obstruction and welding fracture problems are prevented by utilizing this technology. With the combination of the CNC Bending machine, Reverse Engineering and 3D Design Scanning, Stone exhaust has created an integrally molded exhaust pipe with an accuracy error under 0.025mm.

Crisscross and Overlapping Welding Technique
The flange between the turbo and the downpipes reaches extreme temperatures (800℃ to 1100℃) which creates stress on the connection point. By utilizing both welding techniques to increases the width and penetration of welds. This increases the endurance and tolerance of these connection points, leading to quality products with reliable performance.

Direct Spot Welding
Our highly skilled engineers perform direct spot welding to increase product strength. This is undertaken by mechanical welding arms, proven to achieve greater precision and penetration in their welds compared to manual welding, resulting in an end product that is a work of art.